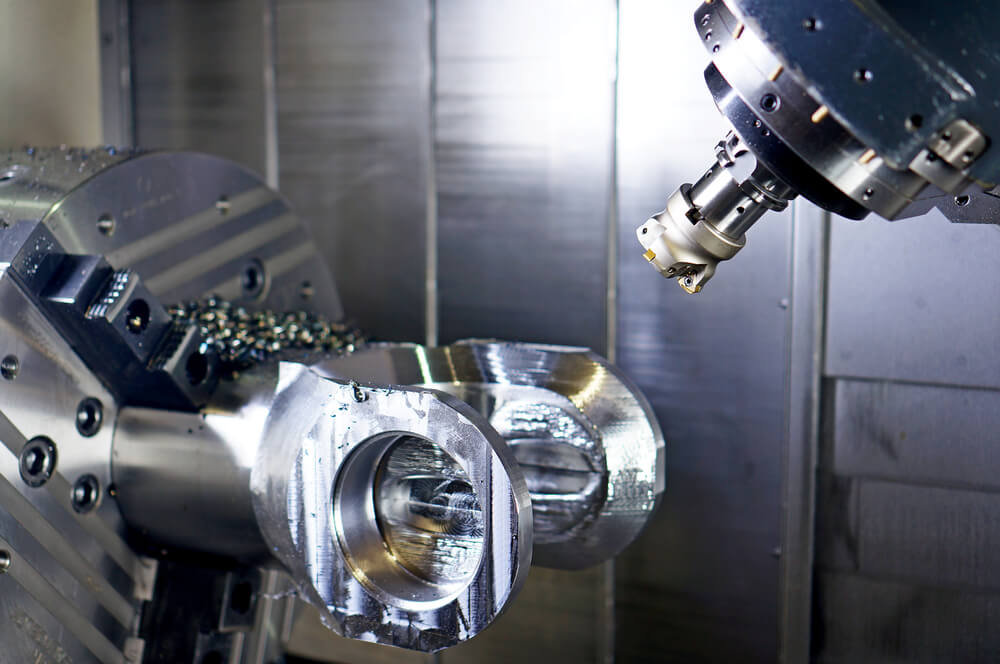
CNC turning parts are cylindrical and rounded forms that were cut with a single point tool. The definition of turning is that the tool is stationary while the workpiece rotates.
CNC Turning can be broken down into some basic applications requiring a specific type of tool, cutting data and programming for the operation to be performed most efficiently. For CNC turned parts the tooling is mounted on a turret for correct placement against the bar stock. CNC turning centers can use driven tools, which allows the operator to program/cut an extensive range of features on the same component such as drilled holes, slots, and milled surfaces. CNC turning centers without live tooling are limited to the number and types of features that can be produced on a component.
The CNC Turning Cycle
The CNC turning cycle time can be divided into the following four sections, during which CNC turning parts are processed:
• Load/Unload
The time needed for loading and securing the workpiece to the rotary machine and the time for discharge of the finished part. The loading time may depend on the size of the part that is being machined, weight and complexity, and the type of mounting.
• Cutting
The time needed to make any cut in the machined parts for each workmanship of the cutting tool. The time of cut for each particular operation is calculated by dividing the total time of cut for that operation by the rate of feed, the speed of the tool compared to the workpiece.
• Idle
This is also known as non-productive time and is the time required for any process cycle tasks which do not involve the workpiece and consequently remove the material. This idle time includes the approach and retraction of tools from the workpiece, the movement of the tools between functions, machine adjustment, and tools change.
• Tool replacement
The time to replace a tool that has exceeded its lifetime and thus become effective in cutting. Typically, this time is not carried out in each cycle but only after the tool’s lifetime is reached.
:: See products: CNC turning centers
CNC Turning Parameters
During turning, several parameters specified the speed and motion of the cutting tool. These parameters are based on the workpiece material, tool material, instrument size, and more, selected for each operation.
• Cutting feed
Measured in inches or cm per revolution, cutting feed is the distance that the cutting device or workpiece advances during a spindle turning. The tool is fed into the workpiece in some operations and the workpiece is fed into the tool in others. For a multi-point tool, the feed per tooth measured in inches or cm per tooth is also equal to the feed per tooth multiplied by the number of teeth on the tool.
• Cutting speed
The speed of the surface of the part is being machined relative to the edge of the tool.
• Spindle speed
The revolutions per minute ( RPM) of the spindle and workpiece. The spindle speed is identical to that of the cutting velocity divided by the working part where the cut is made. The spindle speed should vary depending on the diameter of the cut to maintain a constant cutting speed. The speed of the spindle will vary if it is kept constant.
• Feed rate
The cutting tool’s movement speed relative to the part as the tool cuts it. The feed rate is the product of the cutting feed and the spindle speed (RPM).
• Axial depth of cut
Axial depth of cut of the tool along the axis of the workpiece as it cuts. A large axial cutting depth requires a low feeding rate or otherwise, a high load on the tools will result and the tool life will be reduced. A feature is therefore typically machined in various passes as the tool moves to the axial depth of each pass.
• Radial depth of cut
The depth of the tool over the workpiece radius as it cuts, such as when it is turned. A widespread radial cut depth requires a low feed rate, or otherwise, it causes a high tool load and reduces tool life. A feature is therefore frequently machined in several stages as the tool moves over at the radial cutting depth.
• CNC Turning Operations
Below we have listed some of the typical turning operations that are performed during the manufacturing of workpieces. Please keep in mind that this is not an exclusive list, there are other, specialized types of machining processes.
• Standard Turning
The standard turning operation is performed by a single-point tool that moves axially along the side of the workpiece. It removes material from the part creating different cutting features such as steps, tapers, chamfers, and contours. These are usually machined at a small radial depth of cut and processed multiple times until the end diameter is reached.
• Facing
A single-point turning tool removes a thin layer of material to achieve a smooth surface by moving along the end of the workpiece in a radial motion. The depth (usually small depth) of the face can be machined in a single or in multiple processes.
• Grooving
The single-point turning tool moves to the side of the workpiece in the radial direction and cuts a groove with the same width as the cutting tool. Multiple cuts can be made to form grooves larger than the width of the tool, and specially shaped tools can be used to create grooves with different geometric shapes.
• Parting
Almost like to grooving, the single-point cutting tool moves to the side of the workpiece in the radial direction and continues until it reaches the center or inner diameter of the workpiece, thereby cutting or cutting off a part of the workpiece.
• Thread cutting
A single-point threaded tool with a 60-degree pointed tip usually moves axially along the side of the workpiece to cut the thread to the outer surface. The thread can be cut to a specified length and pitch, and multiple passes may be required.
• Tapping
The tool enters the workpiece axially from one end and cuts the internal thread into the existing hole. Existing holes are usually drilled in the desired tap drill size that can accommodate the desired tap.
IMTS Exhibition
IMTS gathered worldwide CNC Turning manufacturers into this online platform. Browse and search for your next supplier with us.
Should you run into any difficulties, please do not hesitate to contact us.